


Kadimi dies are developed to help roll the best quality fasteners without modifying any of the processes (e.g. blank preparation and machine operation). In controlling manufacturing variables to yield Lap free thread fasteners, LF technology
Photomicrographs of high-quality conventional thread showing crest seam
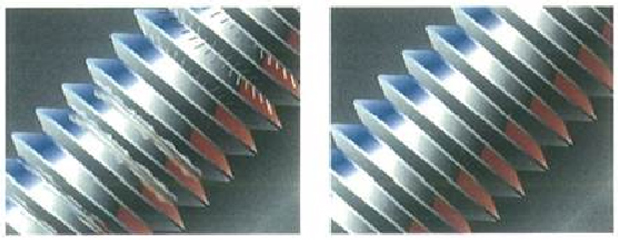
Smooth, Even Finish - No Die Serration Marks because of their improved thread forming action, LF dies do not use cross- nicking to prevent skidding or slippage. As a reult, root defects caused by the rolling process such as laps and scalloping are eliminated
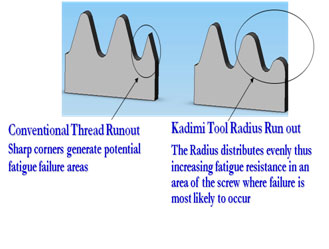
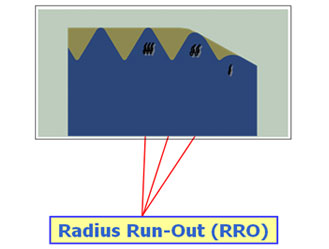
Flat thread rolling dies with sharp corners on the run out threads generates stress concentration areas which result in fatigue cracks in the thread rolled screw. With the Radius Run Out (RRO) offered by KADIMI, the smooth radius in the root of the thread continues right up to the point where the thread blends in the shank of the screw. This Radius Run Out was designed for rolling high strength aerospace bolts, however, it is available on all KADIMI dies.
While ordering a special edge preparation on your dies, please indicate whether you are rolling with the top edge, bottom edge or both edges.
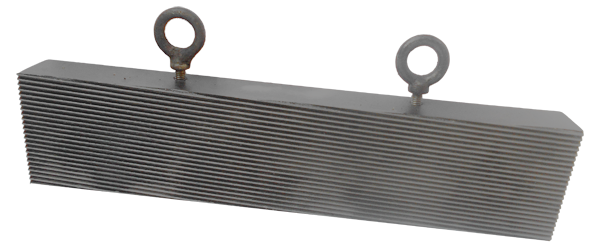
In order to safeguard the injury, Kadimi normally supplies dies with lift holes which are heavy weights exceeding 20 kg of weight. Lift holes are provided on the top edge of single face dies. On duplex face dies lift holes are provided on both the top and bottom. Special lift holes can be supplied upon request.
Blank Slippage in the thread rolling process lead to premature die failure and poor quality parts. Kadimi normally supplies dies with light sandblast, but can offer three special options to minimize slippage.
| EDM | A rough EDM finish can be applied to the “start end” of the dies.This finish is rouigher than the coarse sand blast applied only to the thread crest for traction. |
|
| Coarse sandblast | To minimize slippage, the “start end” of the dies can be sandblasted with different coarser grade media depending on screw size. |  |
Cross- nicks | These trasverse notches,called cross –nicks are applied to the “start end of the die in different pitches depending on screw size. |
 |
While ordering a special starting end requirement on your dies, please indicate whether you are rolling with the top edge, bottom edge or both edges so as to suggest you the suitable solution for your application.
Special surface treatment XDL suitable for High speed steel and premium tool steel dies that increase the performance of our Thread Rolling dies and longer tool life, increased wear resistance, reducing machine preps and changes and minimizing the machine down time and making our dies commercially viable by reducing cost per pc.

Further the good lubricating properties of the coatings minimise friction at the tool–chip and tool–workpiece interfaces, thereby lowering the cutting temperature. All these translate into lower forces generated during machining compared to uncoated tools." This will help in increasing the tool life.
Special Thread Rolling Dies are manufactured to roll hard to roll the after heat treatment ( AHT )parts in 8.8, 10.9,12.9 classes or hard to roll materials such as stainless steel and high tensile steels.The advantage of doing thread rolling after heat treatment is that it improves the strength of the bolt and gives a longer service life and performance of the bolt.Also, rolling of the hardened fastener materials result in more frequent die replacements on rolling machines, reducing production rates and increasing costs.